正畸弓丝成型是正畸治疗中调整牙齿排列、纠正咬合关系的关键技术,通过将标准弓丝弯制成符合患者牙弓形态的个性化弓形,实现对牙齿的三维控制,其过程需结合患者口腔数据、牙齿移动目标及弓丝材质特性,精细操作才能达到理想效果。
成型前的准备
成型前需获取患者口腔数据,包括牙模型、X线头颅侧位片、口内扫描数据等,明确牙弓长度、宽度、牙齿倾斜度及咬合情况,同时根据治疗阶段选择合适弓丝:初期多用镍钛圆丝利用其超弹性进行初步排齐,中期用不锈钢方丝进行转矩与转矩控制,后期用细丝精细调整,准备好专用工具,如弓丝钳(分为细丝钳、粗丝钳、转矩钳)、梯形钳、末端切断钳、成形器、标记笔等,确保工具无损伤、咬合紧密。

成型步骤与操作要点
-
测量与标记弓形参数
根据牙模型测量理想弓形宽度(如尖牙间宽度、磨牙间宽度)和长度(从第一磨牙到对侧第一磨牙的距离),用标记笔在弓丝上标记关键点,如尖牙、第一磨牙位置,确保左右对称,上颌尖牙间距通常为30-35mm,下颌为25-30mm,需结合患者面部宽度调整。 -
弯制基础弓形
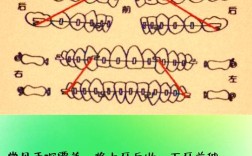
用弓丝钳将直弓丝弯制成对称的“抛物线形”或“卵圆形”基础弓形,具体操作:固定弓丝中点,用拇指与食指轻轻向内弯曲两侧,形成弧度;再用梯形钳调整尖牙区域,使尖牙托槽位置与弓丝贴合,避免尖牙向外倾斜,弯制时需缓慢施力,避免产生锐角或过度变形,尤其镍钛丝需用专用钳,防止其发生永久形变。 -
调整曲度与转矩
根据牙齿移动需求弯制特殊曲度:如需后牙压低,可弯制“欧米曲”(Omega曲),增加弓丝弹性;需前牙内收,可弯制“停止弯”防止弓丝滑动,转矩调整需用转矩钳,针对不同牙齿类型施加转矩:上颌前牙需根舌向转矩(约-7°),下颌前牙需根唇向转矩(约+5°),磨牙需根颊向/舌向转矩(约-10°至+10°),操作时钳子需垂直于弓丝,缓慢旋转施力,避免弓丝扭曲。 -
末端处理与边缘打磨
弓丝末端需弯制成“泪滴状”或“圆形”,避免刺伤口腔黏膜,用末端切断钳截取多余长度,用打磨机或砂纸轻柔打磨边缘,确保光滑,对于需要插入颊管的后牙段,末端可弯制“小圈”便于固定,但需避免过大影响咬合。 (图片来源网络,侵删)
(图片来源网络,侵删) -
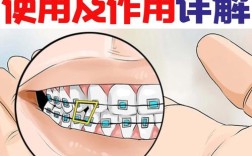
试戴与精细调整
将成型后的弓丝放入患者口内,检查是否与托槽完全嵌合,观察牙齿移动方向是否符合预期,若出现弓丝与托槽不贴合,需用弓丝钳微调,避免强行加力导致弓丝变形或托槽脱落,每次调整后需拍摄X线片,确认牙齿移动位置是否在计划范围内。
不同材质弓丝的成型注意事项
| 弓丝类型 | 材质特性 | 成型要点 |
|---|---|---|
| 镍钛圆丝 | 超弹性、柔韧 | 需在低温下弯制(如冰水浴),避免反复弯折,防止记忆效应丧失 |
| 不锈钢方丝 | 高强度、刚性 | 需用粗丝钳,弯制角度精确,避免过度弯曲导致断裂,转矩控制需更精准 |
| 热激活镍钛丝 | 温度敏感性 | 需在37℃以上环境激活成型,弯制时保持低温,激活后检查弹性是否恢复 |
成型技巧与常见问题
成型时需遵循“分段弯制、整体协调”原则,先弯制基础形态,再细化局部曲度;避免在同一部位反复弯折,尤其不锈钢丝易产生金属疲劳导致断裂,若弓丝出现“弹跳”(镍钛丝释放弹性过快),可将其放入热水中软化后再调整;若转矩不足,需用转矩钳增加旋转角度,但每次调整不超过5°,防止牙齿过度移动。
相关问答FAQs
Q1:正畸弓丝成型失败会导致什么后果?
A:成型失败的弓丝可能导致牙齿移动方向偏离预期,如弓丝曲度过大引起牙齿疼痛、溃疡;转矩不足导致牙齿倾斜异常;末端过锐刺伤黏膜等,严重时需重新弯制弓丝,延长治疗时间,甚至影响最终咬合效果。
Q2:自己可以尝试弯制正畸弓丝吗?
A:绝对不可以,正畸弓丝成型需专业工具和精准力学知识,患者自行弯制易导致弓丝变形、牙齿移位异常,甚至损伤牙根或牙周组织,弓丝调整必须在正畸医生指导下进行,确保治疗安全有效。