氧化锆牙齿(全瓷冠、桥、嵌体、贴面等)的成型方法主要分为两大类:传统手工成型法和现代CAD/CAM数字化成型法。CAD/CAM技术是绝对的主流,因为它具有精度高、效率高、可重复性强、美观性好等巨大优势,传统方法在特定情况下(如小批量、复杂形态、特殊美学需求)仍有应用,但已大幅减少。
以下是两种主要成型方法的详细说明:

(图片来源网络,侵删)
传统手工成型法
这种方法依赖技师的手工操作和经验,主要分为以下几种:
-
堆塑成型:
- 流程:
- 制作工作模型: 从患者口腔取模,灌制石膏或超硬石膏模型。
- 制作代型: 在工作模型上制作单个或多个牙体代型。
- 涂分离剂: 在代型表面涂布分离剂。
- 堆塑氧化锆粉体: 技师使用专用工具(如毛笔、小勺、探针)将预烧结的氧化锆粉体(生坯)一层一层地堆塑在代型上,形成修复体的雏形,需要非常精细地控制形态、厚度和边缘。
- 初步修整: 堆塑完成后,用精细器械进行初步修整,去除多余材料,调整基本形态。
- 预烧结: 将堆塑好的生坯放入炉中,进行低温预烧结(通常在900-1100°C),使其具有一定强度,便于后续操作。
- 精修与上釉: 预烧结后的修复体称为“锆核”,技师对其进行精细打磨、调整咬合、边缘密合度,然后进行染色(模拟牙本质色)和上釉(模拟牙釉质光泽),最后进行最终烧结(高温烧结,通常在1350-1550°C),使材料致密化并完成染色和上釉。
- 优点: 形态控制灵活,可制作非常复杂的形态;成本相对较低(无需昂贵设备)。
- 缺点: 高度依赖技师技术和经验;耗时耗力;精度和一致性相对较差;内部结构(如桥体连接处)强度可能不如CAD/CAM切削的;美学效果受技师染色水平影响大。
- 流程:
-
热压成型:
- 流程:
- 制作工作模型和代型: 同堆塑法。
- 制作耐火代型/包埋: 将代型放入耐火材料中制作包埋模。
- 注入氧化锆玻璃陶瓷: 将特定成分的氧化锆基玻璃陶瓷块(称为“锆玻璃”或“玻璃渗透氧化锆”的坯体)放入高温炉中加热至熔融或半熔融状态(通常在1050-1250°C),然后通过高压将其注入到耐火包埋模腔内,成型为修复体。
- 冷却与脱模: 冷却后,去除包埋材料,取出修复体。
- 精修与上釉: 对修复体进行精细打磨、调整咬合、边缘密合度,然后进行染色和上釉,最后进行最终烧结(有时染色上釉与烧结一步完成)。
- 优点: 成型速度快;内部结构致密,强度较高(尤其是玻璃渗透氧化锆);表面光滑。
- 缺点: 需要专用热压炉;材料选择受限(必须是特定热压玻璃陶瓷);形态复杂度不如堆塑灵活;边缘精度可能略逊于CAD/CAM;美学效果受材料本身和技师染色影响。
- 流程:
现代CAD/CAM数字化成型法(主流方法)
这种方法利用计算机辅助设计和计算机辅助制造技术,流程高度数字化和自动化。

(图片来源网络,侵删)
-
数据获取:
- 口内扫描: 使用数字化口内扫描仪(如iTero, Trios, CEREC等)直接在患者口腔内扫描牙齿和牙龈形态,获取三维数字模型,这是目前最先进、最高效的方式。
- 模型扫描: 如果采用传统取模方式,则用实验室扫描仪扫描石膏模型或超硬石膏模型,获取数字模型。
-
计算机辅助设计:
- 软件设计: 在CAD软件中打开数字模型。
- 设计修复体: 技师或牙医在软件中根据临床需求设计修复体的形态、边缘位置、咬合关系、内部结构(如桥体连接处)等,软件提供强大的工具进行精确设计。
- 关键设计点:
- 边缘设计: 确保边缘位置、形态(如凹面、直角)和密合度。
- 厚度控制: 保证足够的强度(通常全冠核心厚度0.6-1.0mm,边缘1.0mm以上)。
- 咬合设计: 精确模拟天然牙的咬合接触点和面。
- 邻接关系: 确保与邻牙的紧密接触。
- 美学设计: 在软件中预染色或分层设计(如牙本质层、牙釉质层、透明层),模拟天然牙的色泽和通透性(对于多色块氧化锆)。
- 桥体设计: 对于桥,设计连接体的形态和尺寸(gt;9x9mm)。
-
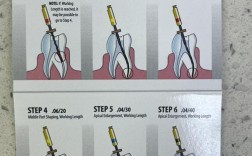
计算机辅助制造:
- 切削加工:
- 流程: 将设计好的数字模型数据传输到CAM设备(如CEREC MCXL, Wieland Zeno, Planmeca Sirona等)。
- 加工: 使用高精度铣削钻头,在一块预烧结的氧化锆块(称为“锆块”或“生坯块”)上,根据设计数据逐层切削,去除多余材料,最终成型为修复体的生坯形态。
- 材料: 通常使用3Y-TZP(3 mol%氧化钇稳定四方氧化锆)或5Y-TZP(5 mol%)锆块,多色块锆块(如VITA VM9, Lava Plus等)可以在切削过程中展现不同层次的色泽。
- 增材制造:
- 流程: 使用选择性激光烧结或熔融技术(如DMLS, SLM)。
- 加工: 将氧化锆粉体薄薄地铺在工作台上,高能激光束根据设计数据扫描并熔融/烧结粉体层,逐层堆积,直接成型为致密的氧化锆修复体生坯。
- 优点: 材料利用率极高(接近100%),可制造非常复杂的结构(如多单位桥、精密附着体),无需支撑结构。
- 缺点: 设备昂贵;表面粗糙度通常高于切削件,可能需要额外处理;材料选择和性能(如强度、透明度)仍在发展中;精度控制要求极高。
- 切削加工:
-
烧结:
 (图片来源网络,侵删)
(图片来源网络,侵删)- 目的: 将生坯(无论是切削的还是增材制造的)在高温下(通常1350-1550°C,具体取决于锆块类型和设备)进行烧结,使氧化锆颗粒致密化,发生相变(单斜相->四方相),获得最终的力学性能(高强度、高韧性)和精确的最终尺寸。
- 关键点: 烧结过程伴随着显著的线性收缩(通常20%左右),CAD/CAM软件在设计时已经精确计算并补偿了这一收缩率,确保最终修复体尺寸准确,烧结曲线(升温、保温、降温速率)对最终性能至关重要。
-
上釉与染色(可选):
- 切削件: 如果使用单色锆块,烧结后的修复体是单一颜色的,通常需要:
- 精修: 进行精细的边缘调整、咬合抛光。
- 染色: 使用专用染色液或糊剂,在修复体表面手工或喷枪染色,模拟牙本质色。
- 上釉: 涂布专用釉料,放入烤瓷炉中烧结(通常低于烧结温度),形成光滑、有光泽的牙釉质表面,有时使用“免上釉”锆块,只需精细抛光即可获得高光泽。
- 多色块锆件: 在切削和烧结过程中,材料本身已呈现多层颜色(如颈部、体部、切端),通常无需额外染色,只需精细抛光即可获得逼真效果。
- 增材制造件: 根据材料特性和设计需求,可能需要类似切削件的上釉染色步骤,或直接抛光。
- 切削件: 如果使用单色锆块,烧结后的修复体是单一颜色的,通常需要:
总结与对比
| 特性 | 传统手工成型法 (堆塑/热压) | 现代CAD/CAM成型法 (切削/增材) |
|---|---|---|
| 核心流程 | 手工堆塑粉体 或 热压注入玻璃陶瓷 | 数字扫描 -> CAD设计 -> CAM切削/增材制造 -> 烧结 |
| 精度 | 相对较低,依赖技师经验 | 极高,数字化设计制造,补偿收缩 |
| 效率 | 低,耗时耗力 | 高,尤其口内扫描+椅旁CAD/CAM |
| 一致性 | 差 | 好 |
| 技师依赖 | 极高 | 较低(设计制造自动化) |
| 形态复杂度 | 堆塑灵活,热压受限 | 切削受限,增材极佳 |
| 强度 | 堆塑可能略低,热压(玻璃渗透)较高 | 非常高(3Y/5Y-TZP) |
| 美学 | 依赖技师染色水平,效果不稳定 | 好(多色块锆块)或 极佳(软件分层设计) |
| 设备投入 | 较低(基本技工设备) | 高(扫描仪、设计软件、CAM设备、烧结炉) |
| 适用范围 | 小批量、特殊形态、美学要求极高、设备不足时 | 绝对主流,尤其单冠、小桥、嵌体、贴面等 |
| 材料 | 特定热压玻璃陶瓷、预烧结粉体 | 3Y/5Y-TZP锆块(单色/多色)、增材专用粉体 |
对于绝大多数氧化锆牙齿修复体(尤其是单冠、小桥、嵌体、贴面),CAD/CAM技术是首选和标准方法,其带来的精度、效率、一致性和美学效果是传统方法难以企及的。口内扫描+椅旁CAD/CAM代表了最便捷高效的发展方向,而实验室CAD/CAM(模型扫描)则更适用于复杂或多单位修复。增材制造是新兴技术,在制造复杂结构方面潜力巨大,但精度和表面处理仍需完善。
传统手工成型法(尤其是堆塑)在极少数特殊情况下(如需要非常个性化、无法用软件实现的形态)或设备条件有限的实验室中仍有其存在的价值,但整体应用范围已大幅萎缩,热压成型则主要用于特定品牌的玻璃渗透氧化锆材料。