正畸点焊机作为口腔正畸治疗中的关键设备,主要用于托槽、弓丝等正畸部件的精密焊接,其焊接质量直接影响矫治效果与患者舒适度,德国作为精密制造领域的领先国家,其正畸点焊机凭借卓越的技术精度、稳定性和智能化水平,在全球口腔医疗领域享有盛誉,德国正畸点焊机的核心竞争力源于对材料科学、电子控制与临床需求的深度融合,从核心部件到整体设计均体现了“精密、耐用、易用”的工业理念,成为口腔专科医院与高端诊所的首选设备。
技术原理与核心优势
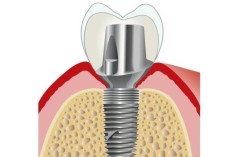
德国正畸点焊机的工作原理基于电阻焊技术:通过电极施加压力,使正畸部件(如托槽与弓丝)接触面在电流作用下产生电阻热,局部温度达到材料熔点后形成焊点,相较于传统焊接方式,德国设备的优势在于对“热输入”的极致控制——采用微秒级脉冲电流技术,确保热量仅作用于焊接区域,避免弓丝退火或托槽变形,针对镍钛合金等高弹性正畸材料,德国设备可通过精准调节电流强度(0.5-5A可调)与脉冲时间(1-50ms),实现“瞬间熔融-快速冷却”,焊点抗拉强度可达300-500MPa,远超临床需求标准。

德国设备在“材料适应性”上表现突出:内置多种材质焊接曲线库,涵盖不锈钢、钴铬合金、金合金及复合树脂托槽等,通过传感器实时监测接触电阻,自动匹配参数,减少临床试错成本,其压力控制系统采用闭环反馈技术,电极压力误差控制在±1N以内,避免因压力过大导致弓丝弯曲或压力不足引发虚焊。
核心部件与技术亮点
德国正畸点焊机的卓越性能源于对核心部件的精工打造,关键技术与部件包括:
电极系统
电极是点焊机的“执行核心”,德国品牌普遍采用高纯度铜合金(如CuCr1)或钨铜复合材料,表面经特殊硬化处理,硬度达HV200以上,单次电极寿命可达5000-10000次焊接(国产设备通常为3000-5000次),部分高端型号(如KaVo SURGmatic®)配备电极快速更换结构,无需工具即可在10秒内完成更换,提升临床效率。
智能控制系统
德国设备多采用数字化触摸屏界面,参数调节精度达0.1A/0.1ms,支持自定义焊接程序存储(可存储20组以上方案),内置压力传感器与温度监测模块,实时反馈焊接过程中的压力曲线与温度变化,异常情况(如短路、电极磨损)会自动报警并暂停工作,确保操作安全,部分型号(如W&H Ortho Spark)还配备蓝牙模块,可与诊所管理系统数据同步,实现焊接记录追溯。
能源效率设计
针对口腔诊所对设备能耗的要求,德国正畸点焊机采用高频逆变电源技术,能源转换效率达90%以上,较传统工频设备节能30%,设备配备智能休眠功能,15分钟无操作后自动进入低功耗模式,待机功耗<5W,符合欧盟ErP指令能效标准。
临床应用场景与市场代表
德国正畸点焊机广泛应用于各类正畸临床场景,包括:
- 固定矫治:托槽与弓丝的精密焊接,尤其适用于复杂病例(如扭转牙、埋伏牙)的弓丝弯制后固定;
- 隐形矫治附件焊接:为隐形牙套附加附件(如牵引钩、扣钉),确保附件与牙套的牢固结合;
- 修复体辅助:如种植体支抗的临时焊接、保持器的钢丝固定等。
市场主流德国品牌及型号对比如下:
| 品牌 | 型号 | 焊接精度 | 适用材料 | 功率 | 特点 |
|---|---|---|---|---|---|
| KaVo | SURGmatic® | ±0.1mm | 不锈钢、镍钛、金合金 | 80W | 智能压力调节,电极寿命预警 |
| W&H | Ortho Spark | ±0.05mm | 复合树脂托槽、钛合金 | 60W | 蓝牙数据同步,超轻机身(1.2kg) |
| Dentaurum | Spot Welder SW 10 | ±0.08mm | 钴铬合金、不锈钢 | 100W | 多语言界面,支持脚踏/手动双控制 |
维护与使用规范
为确保德国正畸点焊机的长期稳定运行,需遵循以下维护规范:
- 电极维护:每日使用后用专用抛光膏清洁电极表面,去除氧化层;每周检查电极尖端直径,若超过初始直径10%需及时更换;
- 系统校准:每季度由专业工程师进行压力与电流校准,确保参数精度;
- 环境要求:设备工作环境需保持干燥(湿度<60%),避免冷却液、血液等污染物进入主机;
- 耗材使用:建议选用原厂电极与配件,非兼容耗材可能导致焊接质量下降或设备损坏。
相关问答FAQs
问题1:德国正畸点焊机与国产设备在核心性能上有哪些差异?
解答:德国设备的核心优势体现在“精度”与“稳定性”上,德国W&H Ortho Spark的焊接精度达±0.05mm,而国产设备普遍为±0.1-0.2mm;在电极寿命上,德国设备可达10000次以上,国产约为5000次,德国设备的智能化程度更高,如自动参数匹配、故障自检等功能,可减少临床操作难度,适合追求高效率与高质量诊疗的机构,国产设备在价格上更具优势(约为德国设备的1/2-2/3),且售后响应速度更快,适合预算有限或对精度要求不高的基层诊所。
问题2:使用德国正畸点焊机时,如何避免焊接后托槽脱落?
解答:托槽脱落多与焊接参数不当或操作不规范有关,需根据托槽与弓丝材质选择对应焊接程序(如镍钛弓丝需采用低电流、短脉冲模式);确保电极与焊接部位完全贴合,压力控制在10-30N(过小会导致接触电阻过大,过大会损伤托槽);焊接后需轻柔检查焊点,避免用器械强行触碰,若频繁出现脱落,建议检查电极磨损情况(磨损会导致电流分布不均)或联系工程师校准设备参数。